


















For the last week, I've been living with a 3D printer – one of the cheapest on the market: the Flashforge Creator Dual. After 30 or so prints, I've discovered some of the foibles of home 3D printing, and some of the work-arounds. Is this a glimpse into the future of home fabrication, or a niche hobby piece? Grab some hairspray (seriously) and dive in as Gizmag reviews the FlashForge Creator 3D and, more importantly, takes a detailed look at the practicalities of 3D printing at home.
The basic facts: A 3D printer is a computer-driven device that makes objects out of a supplied material; in this case, plastic. The printer melts the plastic in a heater and pushes the liquid plastic out a metal nozzle onto a plate, where the plastic quickly hardens into a solid. The printer builds up plastic layer by layer to create solid objects. Since the process is completely under computer control, just about any shape can be created. This type of 3D printing is called Fused Deposition Modeling, or FDM. There are other types of 3D printers that use powders or liquids, and use lasers or spray glue to fuse the material together.
The Flashforge Creator is an improved version of the open-source MakerBot Replicator 1, and comes equipped with a dual extruder. That means it can print in two colors or types of materials. It has a build volume of 9 x 6 x 6 in (22.5 x 14.5 x 14.5 cm). This volume is defined by the size of the build plate and the amount of travel of the vertical, or z-axis, motor. The Flashforge keeps its extruder head at a constant level, and the build platform travels down as the object is built, which I felt was a good design for accuracy.
The published specifications are a build nozzle diameter of 0.4 mm, vertical step of 0.01 – 0.03 mm, a vertical resolution of 2.5 microns, and a horizontal resolution of 11 microns.
Out of the box
The Creator is shipped mostly assembled in a single large box. Everything is tightly packed and well protected by shaped bits of cardboard. The minor amount of assembly consists of putting two screws to mount the extruder head (the thing that melts the plastic) to the x-y arms, and mounting the brackets for the two spools of raw material. The printer arrived with two spools of ABS plastic (the same stuff Lego bricks are made from) – one white and one black. You feed the plastic into the extruder via two plastic tubes. There is a first-run setup program built into the firmware of the printer that steps you through leveling the build platform by adjusting four screws at the bottom of the plate, and feeding the plastic threads or filaments into the two extruders. I had to fish around a bit in the packing material to find the plastic tubes, which were stuck at the bottom of a box. The only tool required was a Philips head screwdriver. The box includes a surprising amount of spare parts – screws, nuts, spare belts – that so far I have not needed.

Once this initial alignment and setup is done, there are several objects already loaded in the SD card ready to be printed with no computer required. I had the printer making an object within 30 minutes of opening the box. A very complete set of directions is posted on the website. Look for the beginners' guide.
How it works
This type of 3D printer works by melting plastic. The ABS plastic that comes with the printer is melted at 210⁰ C (410⁰ F), which is quite hot! To keep the plastic sticking to the build plate, and to prevent warping, the build plate is heated to 110⁰C (220⁰F). So be aware of the hot components and take care not to touch the heated parts.
The Creator can use one of two software programs for loading models. The manufacturer recommends using ReplicatorG, which is an open-source 3D printer control program that can operate several 3D printers. Or you can also use MakerBot's MakerWare. I found that the MakerWare was much easier to use, while the ReplicatorG gave more control and did a better job talking to the printer. If you do any dual-extrusions (two color prints) then MakerWare is far better and lets you print pretty much in one step, while with the ReplicatorG, you must create two separate objects and merge them together.
These setup programs perform several important steps for your 3D printer. First of all, they load 3D objects. The best source of objects to print is Thingiverse, which is run by MakerBot. There are a large number of 3D objects you can build on the website, including gears, clips, sculptures, and models. The most common format for 3D printable objects is the .STL format, which is specifically designed for 3D printing (it was designed for stereo lithography). The MakerWare program can also accept input in .OBJ format, which is very common output option for 3D programs. You can then save the object with Makerware to .STL and load it into ReplicatorG. Note that if you import .OBJ format, it needs to be in the proper orientation (my 3D program had the y and z axis reversed compared to the 3D printer) and you need to tessellate or divide your object into triangles if it has any complex geometry. I had a lot of problems with this if there were any holes in the part, and tessellation fixed it.
The second thing that the setup program does for you is position the part on the printer. Note that you can only rotate the part horizontally. Neither program allows you to rotate vertically, so if the part is sideways, you may need to use a CAD or a 3D program like Blender to fix that problem. It is very important that the part sits as flat on the build platform as possible. The MakerWare software lets you load more than one object at a time to build multiple copies or several things at once, while the ReplicatorG only does one part at a time. Best results will come from centering the part. My printer had a calibration error that shifted the parts over 30 mm, so I stayed away from the edges of the build platform.
The next thing for the software to do is to slice your model and generate the "G-code" or toolpath. In order to create the printed object, the printer slices the model into vertical layers, each 0.01 to 0.03 mm, depending on where you set the print quality (high, medium, or low). For each layer, the print head will trace the outside of the part, and then fill in material inside. Printed objects are rarely solid, but instead filled with a latticework of plastic in the shape of hexagons or squares. You can set the "infill" parameter in the software to tell the computer how much of this you want, up to 100 percent, which is solid plastic. Ten percent is the default, and works well. There is also a parameter for how thick to make the "skin" of the object, in numbers of passes. The default is two, which again is about right for most objects. If you said "four", then the printer would put four layers of solid plastic, each 0.4mm wide, before beginning the infill process.
You can add two other parameters to the slicing program that can be quite important. You can have the printer add a "raft," or build surface of extra-thick plastic below your model. This can help some objects stick to the printer's build platform, and usually is a good idea. MakerWare creates a much thicker and robust raft than ReplicatorG, but it also uses a lot of material in the process.The other item is "support." Since the printer builds objects in layers by squirting out melted plastic, it needs something to push against. If your objects has an overhang, a part that is not supported underneath, then you need to check this option in the software. The printer will make some thin, (supposedly) easily removed structures below the overhang to give the printer something to build on. If your part has a lot of overhangs, as the little 3D airplane I tried to make did, then the supports may be quite difficult to remove without damage to your object.
Getting back to G-code, the computer slices the object into many layers, and describes the path that the tool head (with the extruders) must take to build your part. As part of this, it has to include calculations for when the plastic comes out, and when it does not. The printer uses a small stepper motor on the print head to either push plastic out, or pull it back. If the printer merely stopped pushing out plastic, your common sense will tell you the liquid plastic will still ooze out of the hot nozzle, so it actually runs backwards briefly to pull the plastic back and keep it from coming out.
All this computation means that for large, complex parts with many layers, the program may take a very long time to generate the G-code. I've never had it take more than 5 minutes, but I've heard of objects that fill the build volume taking 8 hours.
OK, we've loaded our object, computed our G-code, now we want it to go to the printer. You can either send the information down the USB cable to the printer, or load it on an SD card and print without a computer. Either method works, depending on whether you want to monitor the situation via your computer or not.
When we send the model to the printer, the first thing the printer will do is heat the platform to 110º C. This can take 4 or 5 minutes. Then the extruder is heated to 220º C, which takes about a minute. Finally you will hear a musical chime and the stepper motors will start moving the platform and print head to start making your print. You must watch this step carefully as the print may not stick to the platform, which means you won't get anything out but a ball of nasty strings, which I call a spider web. If this builds up, it can damage your print head or platform, so careful observation of the first few layers are called for, and then every few minutes thereafter. The manufacturer says never leave your 3D printer unattended as you never know what will happen. I've had about 20 percent of my prints misfire in some way or another, so this is good advice.
Once the printing is underway, more patience is called for, even a small object can take over an hour to print. It is fascinating to watch the layers being built up and the print head filling in spaces with lacy hexagons or diagonal squares. If the printer is making circles, or a circular bit of a part, the motors make a musical rhythm as they push and pull in x and y that I quite like.
Finally, after all of this effort, the printer is done, and a final musical tone announces that the print is finished. The build platform motors to the bottom of the machine. If the print is complex, or has flat surfaces, you want to let it slowly cool. If it cools too rapidly, ABS plastic can warp, and I had that happen several times. Also, the part will be easier to get off the platform if it cools. It may even just pop off completely. A couple of times I've had to pry off a model with some force, and a metal spatula may be needed.
The results from this low-cost printer are actually rather good. I've made some very usable parts, and when everything works, the quality is fine. You quickly learn which parts will build well, and which will not. Straight vertical sides in particular come out well. My favorite object so far has been the working whistle, complete with ball, that is an example part included with the MakerWare software.
I did some tests where I actually tried to make a replacement mechanical part from a radio-controlled tank. My 1/6 scale Stuart, broke the hub on its drive wheel. I whipped up a replacement hub using 123Design, a free CAD program from Autodesk that is specifically designed to work with 3D printers, and can actually download directly into MakerWare.

The resulting part on the first try warped badly, and the interior hole shrunk down as the plastic cooled until it was undersized and did not fit. On the second pass, I make the hole slightly larger (by 0.5 mm) and allowed the part to cool on the machine for an hour after it was completed. The result was a perfectly fitting part that went tightly onto the metal hub of my drive motor, and salvaged my Stuart tank.
Solutions to common problems
The most common problem, by far, was having the material not stick to the build platform. A variety of solutions have been created, and you can read all about them online on the various 3D builder forums. There is a dedicated forum for just this printer which can be accessed at Google Groups.

Your first line of defense in getting prints to stick to the platform is the Kapton tape that the build platform comes coated with. This material is a thin film of plastic that is easily torn, but it is quite sticky and resists high temperatures. If you touch it, you will leave an oily residue on the tape that will prevent the plastic from sticking. Flashforge recommends cleaning the platform with rubbing alcohol to prevent this. Over time, the print head will scratch or even tear the Kapton tape, which means you will need to replace it. I found 1-mil tape on Amazon for about US$26 for 36 yards of 4 in (10 cm) width. There are online tutorials for how to put this tape on your build platform that you will need to follow, like this one on Youtube.
An alternative to Kapton tape is blue painter's tape, made in the US by 3M and sold as ScotchBlue Painter's Tape. Get the wide roll and cover the platform with the tape, being careful not to overlap it. You want the tape butted up against itself, not overlapping and causing vertical problems. A tiny bit of a gap is better than an overlap. Use the edge of a credit card to smooth out the surface and eliminate any bubbles or wrinkles. This tape will be good for two or three prints before you will notice either it not sticking, or a print will pull some of the tape up. Replace it and start over. I had good results with this tape and ABS plastic, but the heating made me worried.
If neither of these are working, the last line of resort is hairspray. Coat the build platform (while everything is turned off) with a fine hairspray, like Aquanet. Cheap aerosol spray works just fine, the type in the pump container does not. Allow this to dry before switching on the machine.
If you browse the forums, some users will coat the build platform in a solution of a small amount of ABS plastic dissolved in acetone. I've not tried this, but I gather that it does work. You will have to clean the platform after each use with acetone to get the sticky residue off and keep it from building up.
Other problems
The build platform does not stay aligned. Every other print or so, you will need to run back through the build platform leveling process. The prompts on the front panel of the unit will step you through the process. I found it helpful to put a note on the machine on which way to turn the screws to move the platform up or down as you needed to adjust it. The idea is that a sheet of paper will just fit between the nozzles and the build platform. Adjust the screws two at a time, as the instructions prompt, or you will get completely messed up. For example, if you are adjusting the front of the platform, you must adjust both front screws the same amount each time. Turn the right one three turns, and then the left one three turns. Check your fit, and then move them both the same amount again. The sheet of paper should slide under the nozzle and have some friction as you slide it around.
I experienced some problems that other people may not. My machine was mis-adjusted and built everything 33 mm to the right of where the software said, which pushed some builds right off the platform. This also caused my dual extruders to extrude in different places, which destroyed a few prints. I set the "tool head offset" in the firmware to 0.0 and that seemed to at least stop the problem and I was able to do some successful dual extruder prints. The printer is still printing 15 mm to the right, but now the dual heads are lining up with each other.

Another annoying item are the front buttons. The case for this printer, as you can see in the pictures, is wood – specifically laser-cut plywood, which is a good, sturdy material that can be painted, modified, and easily repaired. However, the front buttons are always getting hung up on the cutouts, causing unintended button presses. Several times the printer has started printing something from the SD card on its own when the center "enter" key got stuck. This also makes it difficult to perform the platform levelling alignment, which requires many pushes of the enter button.
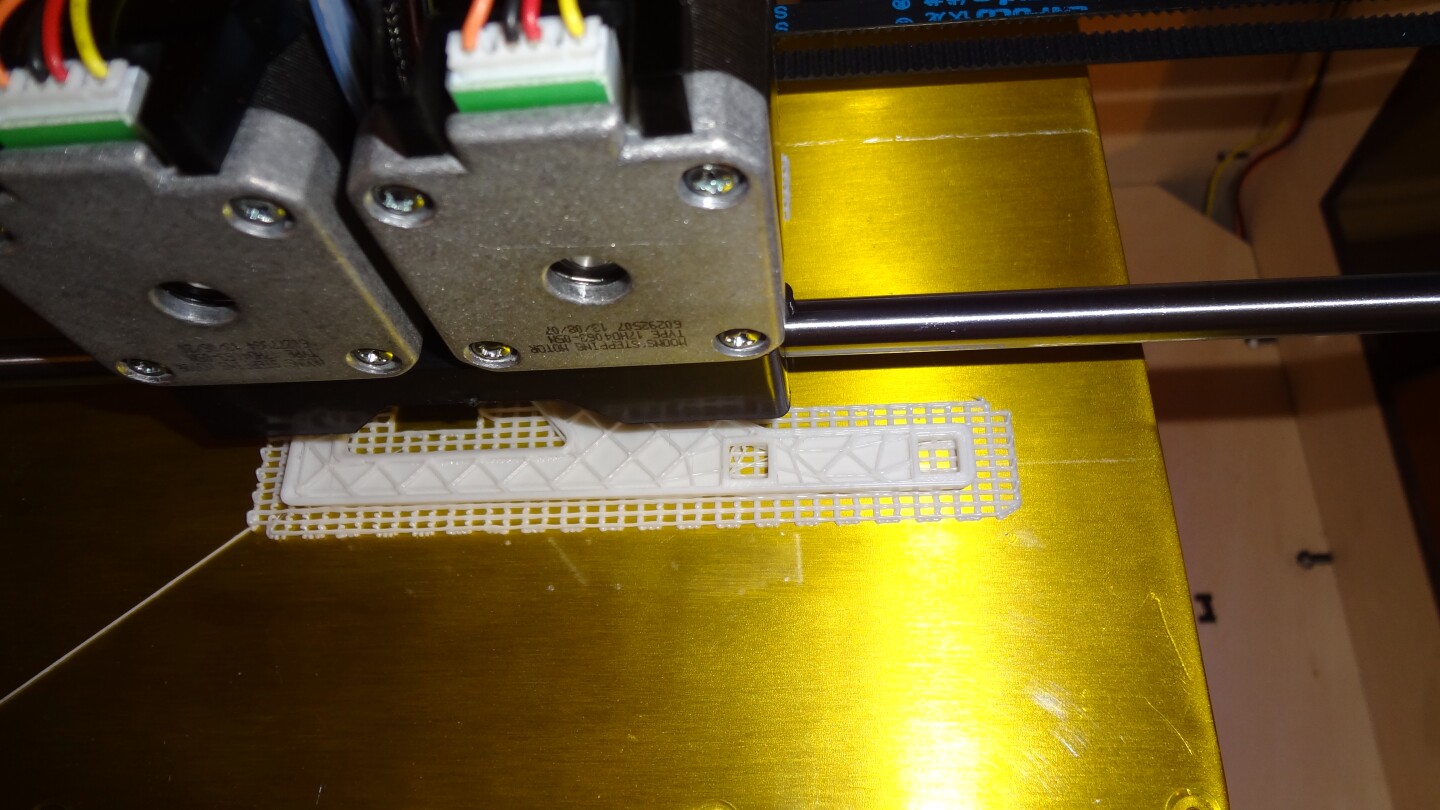
My final problem is that my extruders are not exactly level with each other. The right one, which has the black plastic material right now, is slightly lower than the other, which now has the white material. That means that sometimes the right extruder hits the material that the left is making, causing it to come unstuck and ruining the print. The solution from the factory support forum is to disassemble the extruder head and put some Kapton tape to shim up the left one. I've not taken the time to do this yet.
Other materials
So far I've only tried ABS plastic. This printer will also work with PLA, which is a cornstarch-based plastic that is biodegradable. PLA is supposed to be harder, but more brittle than ABS as a material, and prints at lower temperatures. I'm looking forward to trying that out in the future for robot parts. These plastics also come in a variety of colors and hues, including glow in the dark. With 2 kg (4lbs) of material to start with, I've barely used up any of the material after 30 or so small prints.
Conclusions
I've had this printer a week, and have tried about 30 prints or so. My failure rate is running about one in five, and I've noted that the white ABS plastic has a harder time sticking, although the uneven extruder problem is making things worse. When everything works, I'm very happy with the results. And like a little boy with a hammer, I'm looking around for projects that need 3D printing. As someone who makes robots as a hobby, I'm looking forward to making enclosures, camera mounts, brackets, and all sorts of useful items. It's still a hard sell at $1,100. That's still quite expensive, and this is one of the least expensive 3D printers available. I'm happy with the quality of both the product and the output, and enjoy the process of making it all work as a sort of hobby.

But as a production item, or a home appliance, it still leaves a lot to be desired. Parts will warp and shrink as they cool. Getting things to stick to the platform is a pain. The failure rate is still fairly high, although I'm sure it will go down with practice. The learning curve is a bit steep, particularly at the beginning. There are still hundreds of settings inside the machine to tweak and mess with that may improve quality and deal with problems from individual parts. It will be interesting to see what other things I can make or create with this tool at hand.


